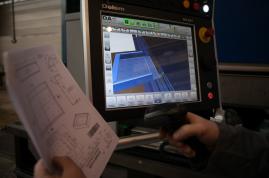
«El industrial o subcontratista generan valor cuando la prensa plegadora está plegando piezas. El hecho de que la programación de plegado se realice desde estaciones de programación en una oficina permite aumentar la productividad de la máquina», comenta a modo de introducción Gérard Boudesocque – AMADA.
Y Serge Bourdier - Salvagnini confirma «que un plegador que lleva a cabo la programación en la maquina plegadora significa una máquina que no está produciendo durante ese tiempo, y también un plegador que no pliega».

Copyright HACO
Los softwares de programación permiten, por una parte, mejorar la productividad de la estación de plegado, derivando la programación de la plegadora a un programador en la oficina de planificación de la producción o industrialización; y, por otro parte, mejorar el desarrollo de las piezas y la gestión mediante una programación más exacta de la secuencia de paso en las prensas plegadoras, etc.
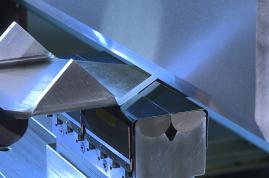
Bases de datos de herramientas
Todos los juegos de herramientas, punzones y matrices, así como sus longitudes, se registran en la base de datos del software de plegado. De este modo, el programador tiene a través del software de plegado una visión precisa de las herramientas que están a su disposición: longitud, radios, cantidad, deterioro, etc.
Algunos softwares CAM de plegado, tal y como indica Gérard Boudesocque – AMADA, «permiten que desde la prensa plegadora hacia el software circule la información relativa a las herramientas de plegado que están a disposición, las deducciones de pliegue correspondientes y mucha más información».
La base de datos de punzones y matrices que están a disposición permitirá después realizar todas las etapas de programación de plegado de la manera más exacta posible.
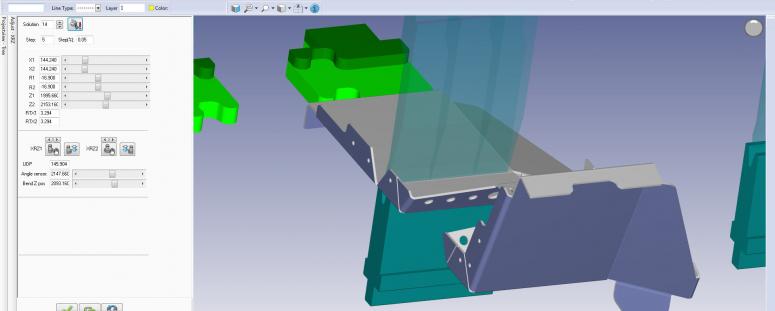
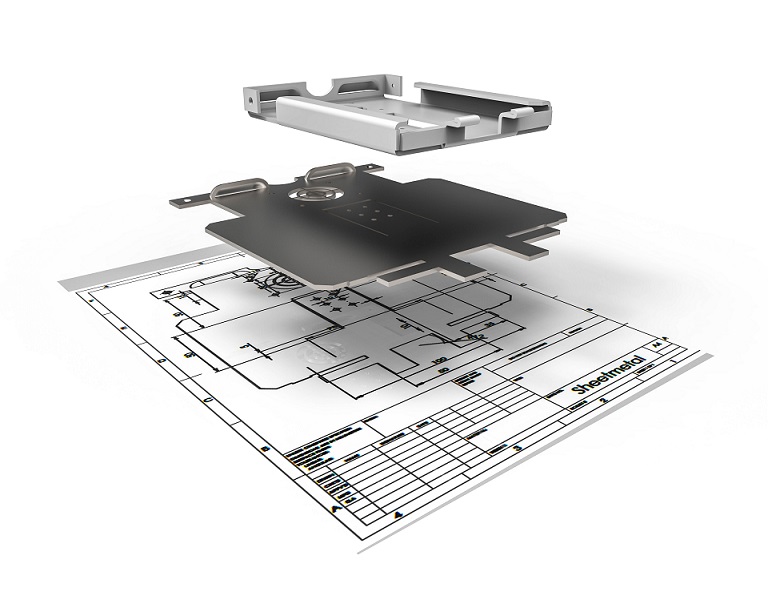
Partir del 3D para llevar a cabo el desplegado
 «El cálculo del desarrollo de la pieza es muy importante, sobre todo para las piezas ensambladas. Afecta a la fase de ensamblaje e incluso la puede hacer imposible, como por ejemplo en el caso de uso de caja y espiga. El desarrollo de la pieza se calcula a menudo a partir del factor k en los softwares CAM. A menudo, el plegador elige o redefine la matriz de plegado y el punzón más adecuados una vez que el servicio de planificación de la producción ha llevado a cabo el desarrollo de la pieza. Sin embargo, el cálculo del desplegado y de la deducción de pliegue podría llevarse a cabo partir de las herramientas que se van a utilizar en la prensa», explica François DEBACKER – LVD.
«El cálculo del desarrollo de la pieza es muy importante, sobre todo para las piezas ensambladas. Afecta a la fase de ensamblaje e incluso la puede hacer imposible, como por ejemplo en el caso de uso de caja y espiga. El desarrollo de la pieza se calcula a menudo a partir del factor k en los softwares CAM. A menudo, el plegador elige o redefine la matriz de plegado y el punzón más adecuados una vez que el servicio de planificación de la producción ha llevado a cabo el desarrollo de la pieza. Sin embargo, el cálculo del desplegado y de la deducción de pliegue podría llevarse a cabo partir de las herramientas que se van a utilizar en la prensa», explica François DEBACKER – LVD.La problemática que surge a este nivel es que si un desarrollo no está bien calculado, la precisión de la pieza va a verse afectada. Ahora bien, el cálculo del desarrollo solo puede ser exacto conociendo la herramienta utilizada.
Gérard Boudesocque – AMADA explica el funcionamiento adecuado para conseguir un desarrollo correcto: «El software de plegado reconoce la pieza 3D, su espesor, el matiz de la materia, y propone asociar una matriz. A partir de esta matriz, el desarrollado se puede llevar a cabo con una deducción de pliegue que corresponde a estos diferentes parámetros. Una vez que se ha realizado esta operación de desplegado, el desarrollo de la pieza puede cortarse».
Secuencia de plegado

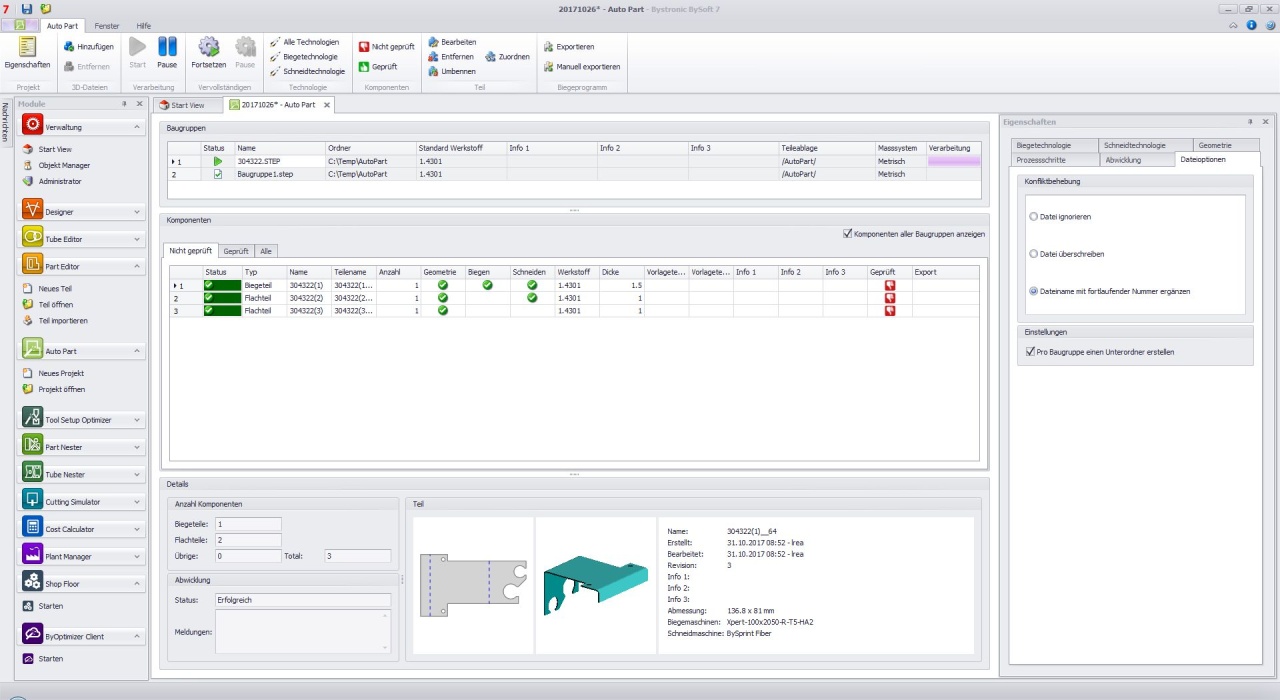
Copyright Bystronic Después de haber asignado las herramientas durante el plegado (apartado anterior), los softwares CAM de plegado proponen (generalmente) que se genere automáticamente lo siguiente:
• una secuencia de plegado,
• la definición de la posición de cada tope,
• la simulación para detectar las posibles colisiones con la prensa plegadora y las herramientas.
Comunicación y documentación de producción
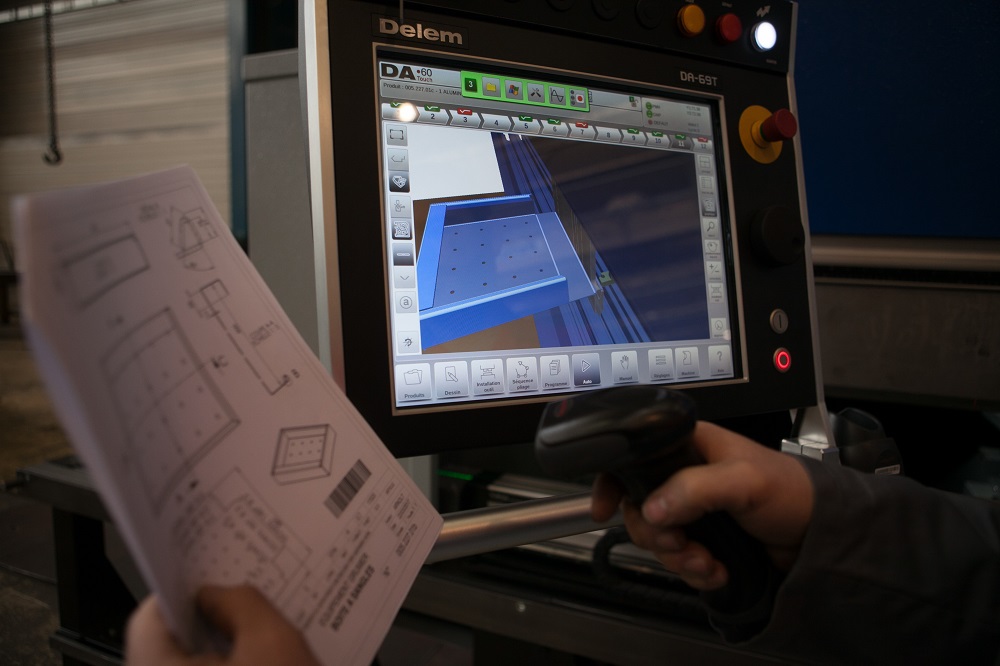
Copyright Colly-Bombled Cuando la máquina está equipada con un puerto de comunicaciones (conexión de la prensa plegadora a la red), el operario de plegado puede llamar directamente al programa desde el control numérico de la prensa plegadora. También puede disponer en el control numérico de la información que le permite producir.
Para las máquinas más antiguas que no permiten una conexión a la red, los softwares ponen a disposición del operario varios documentos para producir:
- el programa para introducir en el control numérico,
- la lista de herramientas utilizadas y su posición,
- la posición de los topes,
- la secuencia de los pliegues que se van a realizar, etc.
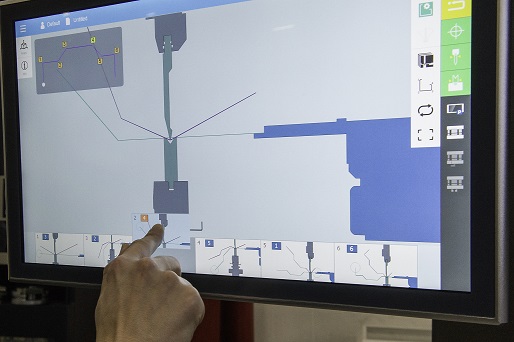
Planificación de la prensa plegadora
Copyright Bystronic Los softwares pueden permitir encontrar la secuencia de paso óptima de las referencias que se van a producir y reducir de este modo el número de montajes y desmontajes de herramientas.
Gerrit Gerritsen – Bystronic considera «como algo esencial, poder gestionar una planificación de las referencias para plegar, puesto que esto tiene un papel importante en la reducción de la manipulación inútil de las herramientas y supone un ahorro de un tiempo considerable entre las producciones. Y con la industria 4.0, vamos más allá, puesto que las herramientas se pueden integrar en el flujo global de información de la empresa».Y Pierrick Grand – Extratole concluye con un ejemplo de su empresa: «Hasta el 2013, realizábamos la programación de plegado directamente en las prensas plegadoras y la elección de las herramientas estaba a cargo del operario. Desde entonces, hemos implementado la conexión en red del conjunto de nuestro parque de plegadoras con la finalidad de poder programar las prensas plegadoras en una estación separada.
Respecto de las máquinas que no están equipadas con un sistema automatizado para la gestión de las herramientas, el plegador recibe una lista con las herramientas necesarias para producir la pieza. La asignación de las herramientas es más eficaz, puesto que se lleva a cabo en el momento del plegado. Se evitan de este modo los errores, sobre todo los errores de deducción de pliegue, y el operario ahorra tiempo. Previamente, el software de plegado en la oficina simula el plegado de las piezas complejas para evitar cualquier conflicto. Asimismo, se prepara la secuenciación; el operario conoce de este modo el orden de realización de los pliegues con la certidumbre de un funcionamiento óptimo. El número de piezas de prueba se reduce, teniendo en cuenta que el operario tiene que realizar menos tests».
Confidencial - Difusión restringida - Copyright Metal-Interface.com
Contenu