
Artículo redactado por Guillaume JULLIAN de Mécanuméric Industrie, y Benoît CANTIN / Metal-Interface
En sectores exigentes, como el aeronáutico, donde el coste de las aleaciones de aluminio (tipo 2024 o 7075) no deja de aumentar, la gestión de la materia prima es un factor clave para la rentabilidad. Para los caldereros y subcontratistas, sigue planteándose una pregunta: ¿qué tecnología elegir para el corte? Si bien el fresado ha sido durante mucho tiempo la norma por su precisión, la tecnología de corte por chorro de agua se impone hoy en día como una alternativa, especialmente gracias a sus capacidades de imbricación superiores.
Hemos llevado a cabo un estudio comparativo sobre una serie de 642 piezas reales de chapistería aeronáutica para cuantificar las ganancias en materia y eficiencia entre estos dos procesos.
1. Tecnologías y ecosistemas de software
La elección de una máquina no se limita a su mecánica; también depende del software que controla la estrategia de corte y de anidamiento.
- Fresado (ejemplos de software: Mecatype, Rhino, Mastercam, etc.): Es el ámbito del mecanizado puro. En este caso, la programación es compleja. El operador debe elegir las herramientas (fresas), definir las velocidades de rotación y las trayectorias para evitar el desgarro o el calentamiento.
- Le Jet d’Eau (exemple de logiciel IGEMS, Alma, TopSolid,...): Contrairement au fraisage, le logiciel gère l'essentiel de la stratégie de coupe en fonction du matériau, de l’épaisseur et de la qualité de finition souhaitée. La simplicité est telle qu’un opérateur peut être autonome en seulement trois jours.
- Fresado (ejemplos de software: Mecatype, Rhino, Mastercam, etc.): Es el ámbito del mecanizado puro. En este caso, la programación es compleja. El operador debe elegir las herramientas (fresas), definir las velocidades de rotación y las trayectorias para evitar el desgarro o el calentamiento.
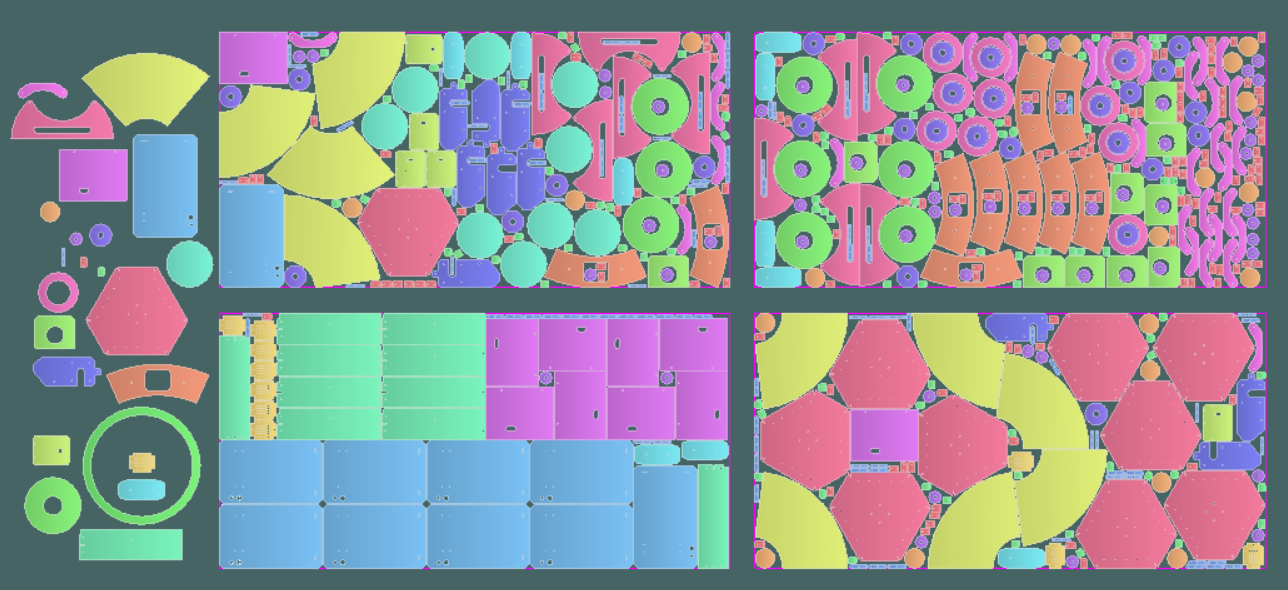
2. Análisis comparativo mediante un «ejercicio» de imbricación (nesting) con las dos tecnologías
Para nuestra prueba, tomamos un lote de 642 piezas que debíamos fabricar a partir de una lámina de aluminio de 1 m x 2 m.
El escenario «Fresado» (software utilizado: MECATYPE)
En el fresado, la principal dificultad radica en el diámetro de la herramienta. Para recortar nuestras piezas, ha sido necesario utilizar dos fresas (de 3 mm y 6 mm de diámetro).
- Consumo: 5 chapas enteras.
- Limitaciones: El fresado exige dejar un espacio considerable entre las piezas para garantizar la rigidez de la chapa durante el mecanizado y permitir el paso de la herramienta. Además, a menudo es necesario prever bridas o sistemas de sujeción que «ocupan» parte de la superficie de la materia prima.
El escenario «Jet d’Eau» (software utilizado: IGEMS)
Al utilizar la tecnología de chorro de agua junto con la inteligencia del software «IGEMS», los resultados son:
- Consumo: solo 4 chapas (para las mismas 642 piezas).
- Rendimiento: un índice de aprovechamiento del material del 85 %, lo que supone solo un 15 % de pérdida.
- El secreto: el «corte conjunto». El chorro de agua permite realizar cortes extremadamente finos (aproximadamente 1 mm). Por lo tanto, es posible realizar un corte común, es decir, unir las piezas entre sí para que se pueda utilizar una sola pasada de corte por chorro de agua para cortar 2 piezas. Este ahorro de espacio permite ahorrar una chapa completa, en este caso en un lote de tamaño medio.
Copyright Mécanuméric Industrie
Balance de material: El paso al corte por chorro de agua permite ahorrar un 20 % de materia prima (4 chapas frente a las 5 que se necesitan con el fresado). En el sector aeronáutico, donde el precio del aluminio por kilo es elevado, la amortización de la máquina se rentabiliza rápidamente solo con el ahorro de material.
3. Otras ventajas del corte por chorro de agua
Además del ahorro de material, el chorro de agua ofrece ventajas técnicas:
- Ausencia de zona térmicamente afectada (ZTA): Este es un argumento fundamental para el sector aeronáutico. El chorro de agua es un proceso de corte en frío. A diferencia del láser o del fresado de alta velocidad, que pueden alterar las propiedades mecánicas de la superficie del aluminio, el chorro de agua preserva la integridad estructural del metal.
- Versatilidad y espesor: Mientras que el fresado tiene dificultades con materiales blandos (cauchos técnicos, espumas) o muy duros (compuestos, titanio), el chorro de agua corta todo. Puede trabajar con espesores que van desde 0,5 mm hasta más de 200 mm con la misma herramienta: un único cabezal de corte.
- Simplicidad de los procesos: La gestión de existencias se simplifica. Ya no es necesario gestionar cientos de referencias de fresas frágiles y costosas. El abrasivo (arena) y el agua son los únicos consumibles.
- Ausencia de zona térmicamente afectada (ZTA): Este es un argumento fundamental para el sector aeronáutico. El chorro de agua es un proceso de corte en frío. A diferencia del láser o del fresado de alta velocidad, que pueden alterar las propiedades mecánicas de la superficie del aluminio, el chorro de agua preserva la integridad estructural del metal.
4. ¿En qué casos sigue siendo imprescindible el fresado?
A pesar del predominio del chorro de agua sobre el fresado, este último sigue teniendo aplicaciones específicas en las que sigue siendo la técnica de referencia:
- Formas sin salida: Para realizar avellanados, cavidades o ranuras que no atraviesan la pieza.
- Ultraprecisión: Si una pieza requiere una tolerancia inferior a una décima de milímetro (H7, etc.), es obligatorio el fresado de acabado.
Copyright Mécanuméric Industrie
- Formas sin salida: Para realizar avellanados, cavidades o ranuras que no atraviesan la pieza.
Conclusión: máquinas complementarias
Para una empresa que opera en sectores con fuertes limitaciones, la conclusión es clara: el corte primario por chorro de agua ofrece una gran ventaja. La mejora de la rentabilidad es triple:
- Asunto: Ahorro del 20 % en chapa gracias al corte compartido y al solapamiento.
- Tiempo de programación: una rapidez de puesta en marcha sin igual.
- Calidad: el material no sufre alteraciones térmicas.
El fresado debe replantearse como una operación de repaso para los acabados complejos. Al adoptar esta estrategia «híbrida», los talleres maximizan su TRS (índice de rendimiento) global, al tiempo que reducen drásticamente su huella medioambiental gracias a la disminución de los residuos.
Contenu